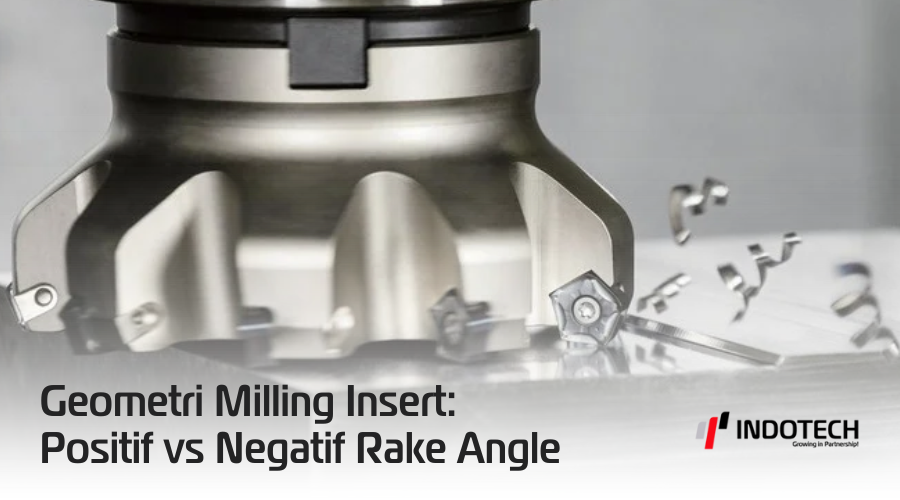
Di proses milling yag menggunakan cutting tools dengan tipe insert, hasil permukaan, kestabilan pemotongan, dan umur pakai tools dipengaruhi langsung oleh geometri milling insert itu sendiri. Salah satu aspek terpenting di dalamnya adalah sudut rake (rake angle): positif atau negatif. Memahami perbedaannya membantu operator menentukan insert yang sesuai untuk material, kondisi mesin, dan target produksi.
Rake Angle
Rake angle adalah sudut permukaan potong insert terhadap benda kerja. Sudut ini menentukan arah gaya potong, bagaimana chip lepas, dan seberapa besar beban yang diterima spindle. Dua kategori utama pada geometri milling insert adalah rake angle positif dan rake angle negatif. Masing-masing memiliki perilaku berbeda saat menyentuh material.

Positif Rake Angle
Insert dengan rake angle positif terlihat lebih “tajam”. Ujung potong masuk ke material dengan gaya dorong yang lebih ringan.
Ciri umum rake positif:
- Gaya potong lebih rendah. Cocok untuk mesin dengan kekakuan terbatas, mesin kecil, atau penjepitan benda kerja yang tidak terlalu kaku.
- Lebih ramah untuk material tipis atau komponen berdinding tipis karena tidak mudah mendorong benda kerja melendut.
- Cenderung menghasilkan tepi yang lebih bersih, sehingga burr bisa berkurang.
- Baik untuk material seperti aluminium, kuningan, atau stainless tertentu yang cenderung lengket.
Hal yang perlu diperhatikan: karena sudut potongnya tajam, tepi insert bisa lebih cepat aus atau chipping saat depth of cut besar atau saat terkena beban kejut.

Negatif Rake Angle
Ciri umum rake negatif:
- Mampu menahan beban potong tinggi. Cocok untuk roughing, feed agresif, dan depth of cut besar.
- Stabil pada pemotongan interupsi, misalnya pada permukaan cor (cast) atau komponen dengan variasi tinggi.
- Umur pahat cenderung lebih panjang pada pekerjaan berat karena tepi sisinya lebih terlindungi.
- Banyak insert rake negatif yang bisa digunakan dua sisi (indexable dua arah), sehingga menarik secara biaya untuk produksi volume tinggi.
Konsekuensinya gaya potong lebih besar. Mesin harus kaku, clamping benda kerja harus solid, dan struktur set-up harus tahan getaran. Jika fixturing lemah, rake negatif bisa memicu chatter dan permukaan menjadi kasar.
Kapan Memilih Positif atau Negatif
Gunakan rake positif bila fokusnya pada kontrol gaya potong dan kualitas permukaan akhir. Contohnya: komponen berdinding tipis, material lunak/non-ferrous, atau ketika mesin tidak terlalu rigid.
Gunakan rake negatif bila prioritasnya produktivitas roughing. Misalnya: baja paduan, cast iron, atau proses dengan feed tinggi dan depth of cut besar pada mesin yang kokoh.
Sering kali pendekatannya berlapis: roughing memakai rake negatif untuk menghilangkan material cepat, lalu finishing memakai rake positif untuk mendapatkan permukaan rapi dan meminimalkan burr. Strategi ini membantu menjaga stabilitas siklus tanpa mengorbankan kualitas akhir.
Kenapa Pemahaman Geometri Milling Insert Penting?
Keputusan memilih rake angle positif atau negatif bukan preferensi pribadi operator, tapi soal kecocokan antara material, mesin, fixturing, dan target komponen. Dengan memahami geometri milling insert secara benar, workshop dapat menekan getaran, mengurangi risiko tepi tajam berlebih, mengendalikan panas lokal, serta memperpanjang umur pahat. Dampaknya langsung terasa pada konsistensi hasil dan biaya produksi per part.
Lihat Juga
Jenis-Jenis End Mill dan Penjelasannya

PT Indotech Trimitra Abadi Authorized Distributor Cutting Tools di Indonesia
Coating pada Cutting Tools telah menjadi solusi utama untuk memenuhi kebutuhan produksi yang efisien dan berkualitas tinggi. Inovasi ini tidak hanya meningkatkan produktivitas, tetapi juga membantu perusahaan mencapai hasil yang konsisten dengan kualitas tinggi dalam jangka panjang. PT Indotech Trimitra Abadi sebagai perusahan Distributor Cutting Tools untuk kebutuhan Industri seperti End Mill, Twist Drill, Insert, Tooling. Hubungi Kami untuk mendapatkan informasi dan support produk sesuai dengan apa yang anda butuhkan.