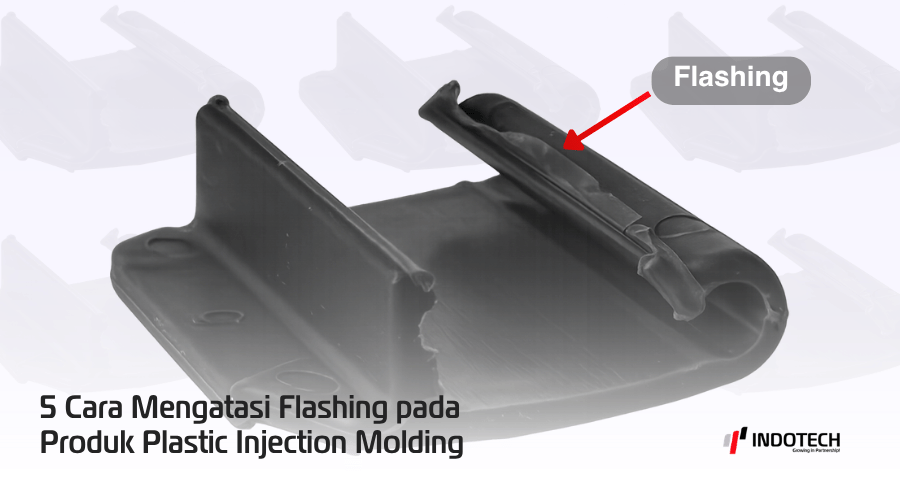
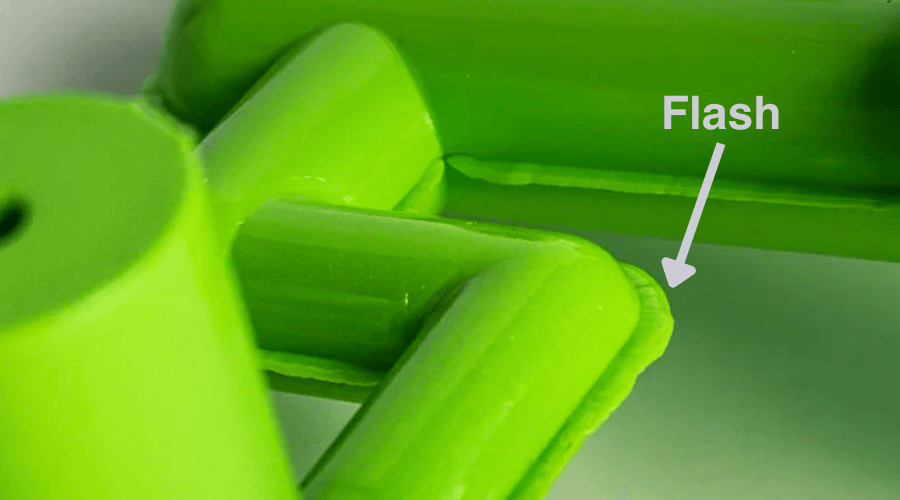
Flashing adalah salah satu cacat paling umum dalam proses injection molding, ditandai dengan munculnya lapisan tipis material berlebih di sepanjang garis sambungan mold (parting line) atau area lubang ventilasi. Selain mengganggu tampilan produk, flashing juga bisa memengaruhi dimensi dan fungsi komponen, terutama untuk produk presisi. Bagaimana penyebab utama dan cara mengatasi flashing agar hasil produksi tetap presisi?
Penyebab Umum Flashing
1. Clamping force tidak mencukupi
Jika gaya penjepit mold lebih kecil dari tekanan injeksi material, mold akan sedikit terbuka saat proses berlangsung sehingga material bocor keluar. Ini penyebab paling sering ditemukan di lapangan.
2. Tekanan injeksi terlalu tinggi
Setting tekanan yang berlebihan, terutama pada fase holding, mendorong material masuk ke celah-celah kecil di parting line.
3. Mold aus atau tidak presisi
Parting line yang sudah aus, tergores, atau tidak rata akibat pemakaian jangka panjang membuka celah bagi material untuk keluar meski clamping force sudah cukup.
4. Material terlalu panas atau encer
Suhu leleh yang terlalu tinggi menurunkan viskositas material, sehingga lebih mudah menyusup ke celah sekecil apa pun.
5. Ventilasi mold tidak sesuai
Vent yang terlalu lebar atau posisinya kurang tepat bisa menjadi jalur keluarnya material berlebih.
5 Cara Mengatasi Flashing
1. Periksa dan sesuaikan clamping force
Pastikan clamping force mesin sesuai hasil perhitungan berdasarkan area proyeksi produk dan material yang digunakan, ditambah safety factor 10–20%. Jika clamping force sudah maksimal tapi flashing tetap muncul, kemungkinan besar masalahnya ada di kondisi mold, bukan mesin.
2. Turunkan tekanan dan kecepatan injeksi secara bertahap
Kurangi tekanan holding sedikit demi sedikit sambil memantau hasil produk, sampai flashing hilang tanpa memunculkan cacat baru seperti short shot.
3. Cek dan rawat parting line mold
Lakukan inspeksi rutin pada permukaan parting line. Jika ditemukan keausan atau ketidakrataan, lakukan resurfacing atau perbaikan sebelum melanjutkan produksi.
4. Sesuaikan suhu material
Turunkan suhu barrel dan nozzle sesuai rekomendasi datasheet material, karena suhu yang terlalu tinggi membuat material lebih mudah merembes ke celah mold.
5. Evaluasi desain vent
Pastikan ukuran dan posisi vent sesuai standar. Cukup untuk membuang udara tapi tidak cukup lebar untuk dilewati material cair.
PT Indotech Trimitra Abadi - Distributor Mesin LK Injection Molding di Indonesia
PT Indotech Trimitra Abadi (Indotech Group) merupakan salah satu distributor dan service Mesin Injection Molding dengan seri POTENZA, FORZA, ELETTRICA dan VARIA dari LK Machinery.
- 1 year machine warranty
- Installation, comissioning, service support
- Basic training & maintenance
- Optional payment installment
Hubungi Kami untuk mendapatkan informasi dan support produk sesuai dengan apa yang anda butuhkan.